V postimplementační fázi projektů realizujících nasazení standardní metriky OEE se zpravidla objeví nové požadavky na customizaci metriky s cílem naplnit specifické potřeby podniku. Požadované modifikace se nacházejí na úrovni sběru dat, výpočtu ukazatelů, analýzy výsledků nebo řízení navazujících procesů. Nyní se podíváme na modifikace metriky OEE, které lze využít pro hodnocení a odměňování personálu.
ODVOZENÉ UKAZATELE OEE
V článku „OEE a odvozené ukazatele TEEP, PEE, OAE, OPE, OFE, OTE a CTE“ jsme se věnovali odvozeným ukazatelům OEE. Na některé z ukazatelů budeme navazovat problematikou oceňování personálu, proto si je v úvodu stručně zopakujeme
PEE – hlavní odlišnost ukazatele PEE (Production Equipment Efficiency) spočívá ve vahách dílčích ukazatelů (Availability, Performance a Quality). Zatímco u OEE mají všechny dílčí ukazatele stejnou důležitost, u PEE je důležitost dílčího ukazatele dána nastavenou vahou. Způsob výpočtu PEE se dále liší dle typu výroby (diskrétní a kontinuální). Pro diskrétní výrobu zůstávají dílčí ukazatele stejné jako v případě OEE, pouze jsou doplněny váhy jednotlivých ukazatelů:
PEE = (Availability)k1 x (Performance)k2 x (Quality)k3, kde ki je váha ukazatele i, 0 < ki ≤ 1, ∑ki = 1
Více viz PEE.
Váhy ukazatelů můžeme použít například, pokud při hodnocení personálu preferujeme některou ze složek OEE. Pokud mají různé skupiny pracovníků odlišný vliv na výsledky jednotlivých ukazatelů (operátoři na kvalitu, seřizovači na výkon, mistři na využití apod.), můžeme pro hodnocení těchto skupin použít výpočty s odlišnými vahami.
OFE – pro vyjádření efektivnosti vztažené na celý výrobní podnik slouží metodika OFE (Overall Factory Effectiveness). Pokud ve výrobě probíhá více výrobních kroků na více zařízeních, není možné na celopodnikové úrovni klasické OEE použít. Zatímco OEE se zaměřuje na efektivnost jednotlivých zařízení, OFE vyhodnocuje všechna zařízení dohromady. Do výpočtu zahrnuje vztahy a interakce mezi různými zařízeními a procesy.
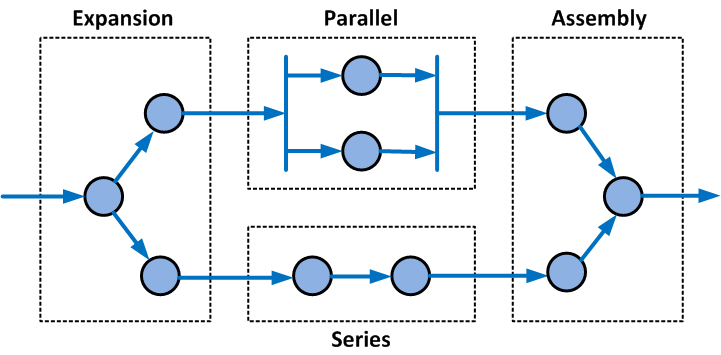
Výrobní prostředí se skládá ze subsystémů, které lze rozdělit na 4 základní skupiny:
- Series (sériová, v řadě)
- Parallel (paralelní, souběžná)
- Assembly (spojení, montáž)
- Expansion (rozdělení, expanze)
Pomocí těchto 4 skupin subsystémů lze namodelovat celý výrobní provoz. Efektivitu jednotlivých subsystémů pak zkoumají metodiky jako OTE (Overall Throughput Effectiveness) nebo CTE (Cycle Time Effectiveness).
OTE vyjadřuje poměr mezi skutečným výstupem a teoreticky možným výstupem. Metodika je úzce spojena se simulačními technikami pro zvyšování produktivity výroby. CTE je pak poměrem mezi teoretickou délkou cyklu a skutečnou délkou cyklu.
Pokud se ve výrobě nevyskytují složité vztahy a interakce mezi různými výrobními zařízeními a procesy, můžeme se spokojit s některou elementární agregační metodou:
- Aritmetický průměr – prostý aritmetický průměr
- Modus – nejčastější hodnota, modus diskrétní nebo spojité náhodné veličiny
- Medián – prostřední hodnota
- Minimum – minimální hodnota, úzké místo výrobního procesu
- Maximum – maximální hodnota
- Vážený aritmetický průměr – pro každý z dílčích ukazatelů může být vahou jiná veličina
- Harmonický průměr – průměrná rychlost výroby, …
- Geometrický průměr – průměrné tempo růstu, …
Speciálním případem elementární agregační metody je pak tzv. Sdružené zařízení, které představuje skupinu výrobních zařízení, která posuzujeme jako jedno výrobní zařízení realizující paralelní výrobu.
Agregační metody využijeme při výpočtu OEE přes různé objekty (konkrétně přes skupiny zařízení), viz kapitola 4 – Objekty pro vyhodnocení OEE.
HODNOCENÍ PERSONÁLU DLE OEE
Přesné informace o efektivnosti výroby, získané nasazením OEE nástrojů, otevírají cestu pro hodnocení personálu dle dosažených hodnot OEE.
Použití OEE pro hodnocení a oceňování personálu přináší:
- systematický přístup – měření a vyhodnocování probíhá pravidelně, automatizovaně a transparentně dle stanovených pravidel
- měřitelné kriterium – tvrdé ukazatele KPI
- komplexní hodnocení – v porovnání například s hodnocením dle kvality, která je jen jedním z parametrů OEE
- týmový přístup – příčiny poklesu OEE nelze zpravidla vztáhnout jen k jedné osobě, ale ke skupině osob (obsluha, seřizovači, manipulanti, mistři, plánovači, …)
UPLATNĚNÍ OEE V METODIKÁCH ŘÍZENÍ
OEE lze zasadit do etablovaných metodik hodnocení a řízení personálu:
MBO – v metodě MBO (Management by Objectives, Řízení podle cílů) lze s ukazateli OEE pracovat jako s tzv. cíly. Metoda, kterou popsal Peter F. Drucker (The Practice of Management, 1955), je založena na stanovení a vzájemném odsouhlasení cílů a vyhodnocování úspěšnosti jejich dosahování. OEE naplňuje hlavní aspekty této metody:
- Stanovení cílů – vytyčení cílových hodnot OEE pro daná pracoviště, výrobky, zakázky, apod.
- Seznámení se s cíli – zveřejnění cílových hodnot OEE (na operátorských terminálech, vizualizačních panelech, intranetu, …)
- Kontrola plnění cílů – automatizované vyhodnocení a alarmování vývoje OEE v reálném čase
- Seznámení se s plněním cílů – zveřejnění dosažených hodnot OEE (na operátorských terminálech, vizualizačních panelech, intranetu, …)
- Poskytnutí srovnání – společně s dosaženými hodnotami OEE jsou v reálném čase zpřístupněna také požadovaná srovnání
Srovnání se provádí:
- Vůči stanoveným cílům
- Mezi skupinami
- Pro vývoj čase
ANALÝZA PŘÍČIN POKLESU OEE
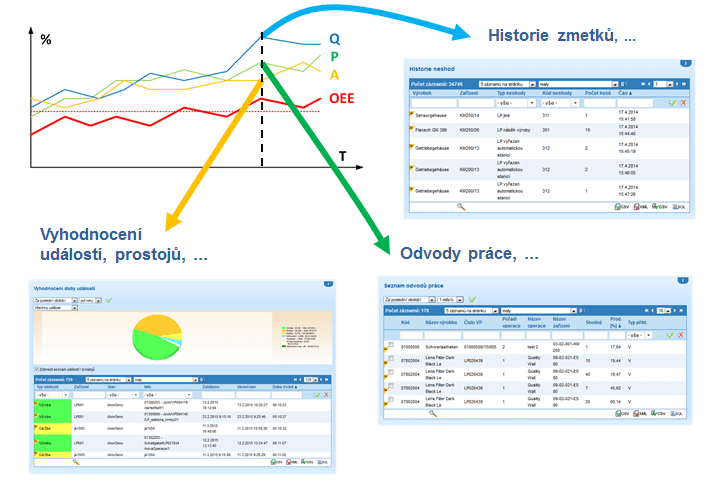
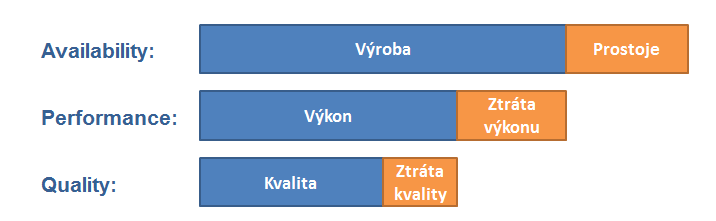
OEE umí díky svým dílčím ukazatelům identifikovat oblasti, ve kterých došlo k poklesu efektivnosti. Pracovníkům jsou prezentovány nejenom souhrnné výsledky OEE, ale i výsledky dílčích ukazatelů Availability, Performance a Quality. Pracovníci by dále měli mít k dispozici rozpad ukazatelů Availability, Performance a Quality na jednotlivé prvočinitele. Rozpad ukazatele kvality (Quality) je v praxi realizován například seznamem jednotlivých výskytů neshodných kusů v inkriminovaném období. U ukazatele výkonu (Performance) se může jednat o seznam jednotlivých odvodů práce a u ukazatele dostupnosti (Availability) o seznam událostí a prostojů na daném stroji.
OBJEKTY PRO VYHODNOCOVÁNÍ OEE
Zatímco standardní metrika OEE vyhodnocuje efektivnost jednoho výrobního zařízení nebo skupiny výrobních zařízení, pro hodnocení personálu je nutné vztáhnout výpočet k dané osobě, skupině osob, směně či výrobní zakázce nebo výrobku.
Výrobní podniky nejčastěji požadují rozpad vyhodnocení OEE přes tyto objekty:
- Výrobek / Výrobní zařízení
- Výrobek
- Výrobní zakázka / Výrobní zařízení
- Výrobní zakázka
- Osoba / Výrobní zařízení
- Osoba
- Skupina osob / Výrobní zařízení
- Skupina osob
- Směna / Výrobní zařízení
- Směna
Případně další kombinace uvedených pohledů:
- Směna / Výrobní zakázka / Výrobní zařízení
- Směna / Výrobek / Výrobní zařízení
- …
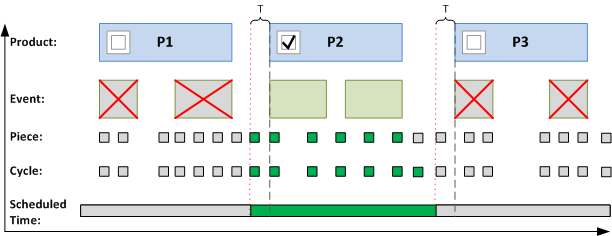
Zatímco u standardního výpočtu OEE je určení dostupnosti (Availability) výrobního zařízení přímočaré, u výpočtů realizovaných přes výše uvedené objekty je nutné řešit intervaly, které nejsou přímo vázány na dané objekty. Například:
- Ke kterému výrobku spadá prostoj způsobený přeseřízením stroje na jinou výrobu?
- Ke které osobě patří výroba probíhající v době střídání personálu? K původní obsluze, nové obsluze nebo k oběma obsluhám? Události při střídání na sebe mohou navazovat, překrývat se, nebo mezi nimi může být mezera
Pro řešení výše uvedených a dalších podobných situací je nutné vyspecifikovat a nastavit pravidla, která budou aplikována na výpočet daných intervalů (jakým způsobem intervaly zahrnovat do výpočtu, k jakým objektům intervaly vázat, jak dlouhé intervaly vázat, apod.).
Dále musíme zajistit správnou evidenci činností probíhajících v těchto intervalech. Například odlišení činností spadajících k ukončení jedné výroby od činností náležejících k rozjezdu následující výroby.
Pokud pohled přesáhne jedno výrobní zařízení (např. efektivnost výroby daného výrobku přes skupinu vybraných výrobních zařízení), pak je také nutné přistoupit k některé z agregačních metod, viz kapitola 1 – Odvozené ukazatele OEE.
ODDĚLENÍ LIDSKÉHO A STROJNÍHO FAKTORU
Popsané metody ohodnocování personálu vycházejí z celkové efektivnosti výrobního zařízení, která je postavena na lidském i strojním faktoru. Ve většině případů hrají oba faktory nezanedbatelnou roli. I v plně automatizovaném provozu do procesu výroby zasahuje personál – například jako údržba. Strojní faktor pak může být minimalizován u čistě manuálních operací. Značná část montážních operací však využívá různá výrobní zařízení a tedy i zde má strojní faktor dopad na efektivnost pracoviště.
Pokud bychom chtěli při hodnocení personálu eliminovat strojní faktor a zaměřit se na práci obsluhy, můžeme použít metodiky, které umí tyto faktory rozlišit.
OLE
Metrika OLE (Overall Labour Effectiveness) poskytuje oddělený pohled na příčiny poklesu efektivnosti způsobené výrobním zařízením a výrobním personálem. Zatímco metrika OEE nerozlišuje, zda je pokles efektivnosti dán výrobním zařízením nebo výrobním personálem, OLE se na tyto rozdíly a zejména pak na efektivnost personálu zaměřuje.
Uvedené příklady popisují situace, kdy OEE nerozlišuje příčiny poklesu efektivnosti:
- Kvůli aktuálnímu nedostatku kvalifikovaného personálu nelze provést přeseřízení stroje. Stroj vykazuje prostoj a hodnota OEE klesá. Příčina poklesu však není způsobena potenciálem stroje. Tuto skutečnost lze zjistit z analýzy ztrát efektivnosti, ale v souhrnném výsledku OEE ji neodhalíme.

Stroj vykazuje uspokojující hodnoty OEE, avšak pro jeho chod je alokováno nepřiměřeně vysoké množství servisního personálu. Nízká efektivnost personálu se ve výsledku OEE neprojeví a není pokryta ani standardními nástroji pro analýzu ztrát efektivnosti, protože daná situace se jako ztráta OEE neprojevuje.
Výpočet OLE se provádí dle stejného vztahu jako OEE:
OLE = Availability * Performance * Quality
Dílčí ukazatele OLE jsou však ovlivněny jinými faktory než v případě OEE:
Availability
- Absence, dovolené, zdravotní neschopnosti, …
- Školení, porady, …
- Plánování, prostoje, střídání směn, …
Performance
- Dostupnost instrukcí, nástrojů, materiálů, …
- Kvalifikace, schopnosti, …
- Zaškolování, mentorování, …
Quality
- Kvalifikace, schopnosti, znalosti, motivace, …
- Dodržování instrukcí, správné ovládání nástrojů, …
ZÁVĚR
OEE je metrika určená pro sledování celkové efektivnosti jednotlivých výrobních zařízení. Její použití pro hodnocení personálu je diskutabilním tématem. Přesto výrobní podniky metriku OEE při hodnocení a oceňování personálu používají.
Článek popsal odvozené ukazatele OEE, které jsou buď přímo určeny k hodnocení personálu nebo vykazují vlastnosti, které lze při hodnocení personálu využít. Článek dále zmínil výhody použití OEE a možnost začlenění OEE do etablovaných metrik řízení personálu.
Miroslav Patočka
Analytik systému MES PHARIS